






















FRETS.COM
Thumbnail Article
Please click on the small images to see the large views.
Page 1 of 4
Building guitars
Jeff Traugott's Way
© Frank Ford, 11/26/00; Photos by FF, 2000
I hope you enjoy this pictorial tour of Jeff Traugott's guitar building style. Like
so many of today's best luthiers, Jeff is ready and eager to share his methods and
small discoveries. I asked him for some special tricks, and he said, "Well,
I don't know if I have any. I mostly build by hand." True enough, Jeff is a
traditional craftsman, relying on his skill as a woodworker and judge of materials,
rather than computer aided gear, tricky fixtures and high tech tooling.
Jeff's is a one-man shop, and he designs all his processes for himself. I suppose
for the individual luthier, the real tools are more a matter of hand and eye combined
with enough experience so that things seem to fall into place intuitively.
There are some operations Jeff does only about once a year, like cutting fret slots
or making linings and brace stock, so it isn't really possible for me to include
every operation in the construction sequence. Rather than trying to make this a "how-to"
article, I'm attempting to give an overall impression of how a traditional luthier
works.
Here are some links for further info and photos:
|
|
Jeff's office is a corner of his "setup" room, where he does all the final work on his guitars, and where he keeps his business organized. Here, he's looking over an order for a new custom guitar. Like most luthiers, Jeff grabs a little office time during the day as he's actually building the instruments. He's wearing his respirator because he's been doing some power sanding. |
|
|
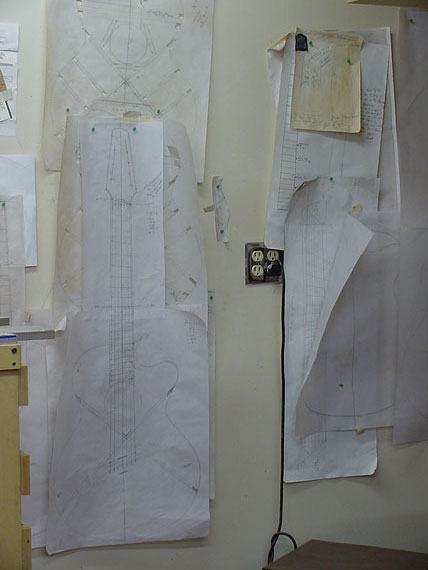
On the wall, he has a neat magnetic chart with the next four years' guitars all planned out. An individual luthier isn't just an "arteest" but is also a business owner. As with any business, organization is a key to success great site. |
|
|
Right at hand, Jeff has a file drawer with specifications and photos of all the instruments he's made over the years. He says he never knows when a prospective client will want to see some detail of his past work. |
|
|
Jeff's shop is divided into several rooms. There's a large room with machine tools, where all the rough work gets done. Through the window, you can see into his humidity controlled room where he stores the wood for the next few years' guitars. Also, this his where he does all gluing, fine sanding, and all body assembly. |
|
|
Jeff, like most of us, contends with the interruptions of phone calls. At the right rear, there is a small finish drying and buffing room, which abuts his large spray booth. |
|
|
Body construction starts with a trip through the wide belt sander. Tops, backs and sides must be sanded to precise uniform thickness. But first, they get a quick trip through to make them uniform and a bit over thickness in preparation for joining the book matched backs and tops. |
|
|
If there's one thing a luthier needs in addition to a wide belt sander, it's a sense of humor! |
|
|
He's checking the thickness with a dial caliper made just for luthiers. It has a very deep throat so it can measure into the center of a guitar top. |
|
|
Jeff has a simple fixture for clamping the two halves of the top and back together. It's a pair of bar clamps which are mounted under a work board. Those vertical rods are "go-bars" which hold the top down and keep it from buckling upward as lateral pressure is applied. If you don't know about "go-bars" you will after you read on. |
|
|
After the glue dries, the top is ready to go back through the wide belt sander to be reduced to its final thickness. |
|
|
Also in the humidity controlled room, there's a little drill press dedicated to making the grooves for soundhole rings. |
|
|
In fact, Jeff makes a large number of unique instruments, so he's always making test cuts as he lays out a special pattern. That's why he prefers to use a regular circle cutter, rather than to make a special tool for a specific ring pattern |
|
|
OK, back to the go-bars. This is Jeff's go-bar deck. It's platform or work table, with a low "ceiling" above it. Under the table top, you can see bins containing spruce stock he has milled to the appropriate sizes for all the various braces he uses on the guitar tops and backs. |
|
|
To clamp the braces, he simply takes one of these little fiberglass rods, and springs it into position Because the rod is almost nearly straight when it is in place, it exerts plenty of clamping pressure. |
|
|
Both the top and back are braced by clamping into these round "dished" forms, which provide the proper radius curvature appropriate for the finished guitar. |
|
|
Over on the wall, there's more evidence of custom design work, both past and in progress. . . |
|
|
After the tops and backs are ready, Jeff hand carves the contours of both the top and back braces. If the braces were shaped before gluing, Jeff would need lots of special clamping fixtures in addition to the traditional go-bar deck. |
|
|
Many individual luthiers prefer to shape the braces by hand because it gives an opportunity to use discretion to modify the thickness and contour for optimum performance. |
|
|
Jeff bends his sides by placing them on this heated form, with a mating piece that clamps downward at the "waist." Curled off to the far right, you can see the flexible electric heating elements. |
|
|
After they come off the bending form, the sides are approximately the right shape. |
|
|
Jeff adds the bend for the cutaway, working strictly by hand over a heated pipe. He also uses the hot pipe to make unique body shapes. |
|
|
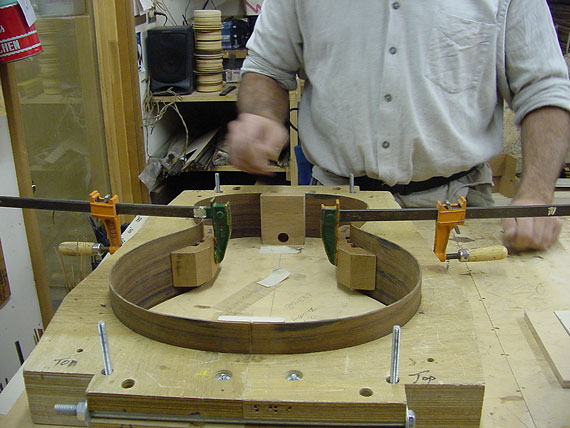
The sides are clamped in a heavy mold to maintain their shape as the body building progresses. |
|
|
Most of Jeff's tools are deceptively simple. This is an expanding clamp which presses the neck and end block into position as they are glued. |
|
|
All around the humidity controlled room, there are guitar parts in progress, and stacks of wood for future guitars. |
|
|
While the sides are still in the mold, Jeff glues in the linings. |